GB Patent: GB-18,972,026
|
| Improvements in Profiling Machines
|
|
Patentees:
|
| Thomas Webster (exact or similar names) - Coventry, Warwick County, England |
| Arthur Edward Bennett (exact or similar names) - Coventry, Warwick County, England |
| Manufacturer: |
| Not known to have been produced |
|
|
Patent Dates:
|
| Applied: |
Sep. 03, 1897 |
| Granted: |
Jul. 23, 1898 |
|
Patent Pictures:
[
1 | 2
]
|
|
|
Espacenet patent
Report data errors or omissions to steward
Joel Havens
"Vintage Machinery" entry for Webster & Bennett
|
|
Description: |
| Abstract:
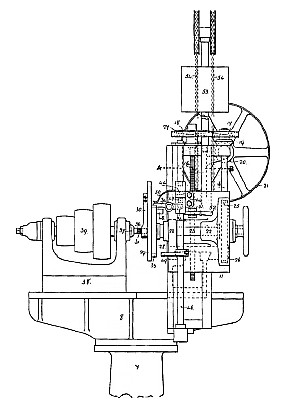
Profiling-machines for shaping articles such as cycle cranks, connecting-rods or links, &c. are constructed with a vertical slide 11, adjustable by a screw 15 on a standard 10 which can slide horizontally on a saddle 9 supported on a bed 8 on the frame 7. The work 30 is secured to a former or templet 29 on the faceplate 28 of the spindle 23, which is mounted on the slide 11 and which is driven from the shaft 16 by worm gearing 25 and a friction clutch 26. The screw 15 is driven through spur gearing 18, 17 and a friction clutch 27 from the shaft 16, which is rotated by bevel gearing 19, 20 from the pulley 21. The work is first adjusted with its upper edge against the cutter 36 mounted in the spindle 37 and the machine is started, the former 29 being held against a roller 40 secured in a standard 41 by a weighted chain attached to the slide 10. The spindle 23 is prevented at first from rotating by a spring catch 34 on the slide 11 engaging a notch in the faceplate 28, the slide 11 being raised by the rotating screw 15 and one vertical side of the work being profiled until a bracket 44 on the slide strikes a stop 45 on a shaft 46 when the further rotation of the screw 15 is arrested, the clutch 27 slipping. The end 34a of the catch 34 also strikes a stop 47 and the faceplate is released, allowing the spindle 23 to rotate for profiling the rounded end of the work 30. After half a revolution of the spindle 23, a stop 48 on the face-plate 28 strikes an arm 49 and oscillates the shaft 46, swing ing the stops 45, 47 aside and permitting the catch 34 to engage the notch 33 in the faceplate 28 and arrest the motion of the spindle 23, and allowing the screw 15 to move the slide 11 again vertically for profiling the other vertical side of the work. If both ends of the work are rounded, for profiling the second end, the work requires to be re-set with this end concentric with the axis of the spindle 23, or, according to the Provisional Specification, the head carrying the cutter may be made to move round in a circular path. The Provisional Specification also mentions that a stop on the slide coming in contact with an inclined surface on a bracket may be employed to move the slide to permit the cutter to pass over projections or angles on the work where there is danger of breaking the cutter or former. |
|

){kind=link}
){kind=link}