US Patent: 3,521,524
|
| Control Apparatus for Checking and Controlling Sequential Machine Operations
|
|
Patentees:
|
| Ernst J. Hunkeler (exact or similar names) - Fairport, Monroe County, NY |
| Robert A. Wassdorp (exact or similar names) - Fairport, Monroe County, NY |
| Manufacturer: |
| Not known to have been produced |
|
|
Patent Dates:
|
| Applied: |
Oct. 01, 1968 |
| Granted: |
Jul. 21, 1970 |
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
Gleason company history
"Vintage Machinery" entry for the Gleason Works
Gleason Corporation
|
|
Description: |
| Cushman, Darby & Cushman - patent attorneys
ABSTRACT OF THE DISCLOSURE
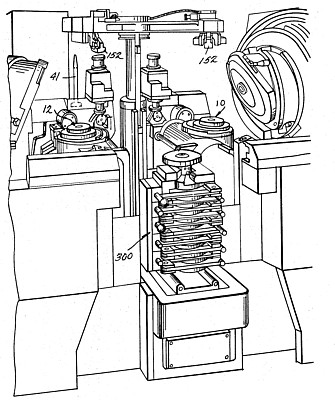
A work loader and transfer device for handling and moving gear blanks and gear pieces from one station to lg another in a gear cutting apparatus is disclosed. The work loader and transfer device is constructed to operate between at least two cutting or working positions of a machine and includes means for being lifted and lowered as well as rotated back and forth about a vertical axis of rotation. Work holding devices are positioned on the ends of arms associated with the work loader and transfer device, and more than one type of work holding device may be associated with a single work loader and transfer means. Each work holding device includes a centering cup means for contacting a gear piece and for centering the same relative to the work loader and transfer device, and jaw members are provided for affecting a tight grip of the workpiece. Means may be provided for rotating or indexing the workpiece relative to the loader and transfer device so that the workpiece is properly oriented for a cutting operation. A control system is provided for checking and controlling a sequence of operations of a machine, and the control system may be combined with the work loader and transfer device to effect its sequential operations. The control system includes means for taking air read-outs of various functions of a machine to detect a failure of any given function in a sequence, and the control system includes means for shutting down automatic operation of a machine if such a failure occurs. In addition, a checking device is provided on a bevel gear cutting machine to determine proper stock division and seating of a workpiece after it has been transferred to a work station. The checking device may be included in the control system so that improper positioning of a workpiece will result in a shutdown of handling operations for a gear-cutting machine. Also, a method for handling work blanks and workpieces between two or more stations of gear cutting apparatus is described.
|
|